Deburring is the process of using manual or automatic tools to remove burrs from freshly machined parts. But to fully understand deburring, must first discuss burrs and how they are formed. As with all manufacturing problems, this is a complex topic with several solutions.
In this article, we break down the basics of burrs and all the effective ways of deburring.
What Does Burr Mean?
Metalworking is not a perfect process and will often result in slight bumps on the cutting surface that get pushed to the edges. These tiny metal bits are called burrs. Burrs are an undesirable side effect of metal working. They can range from slight surface imperfections that ruin the look of your part to material defects that can affect part performance.
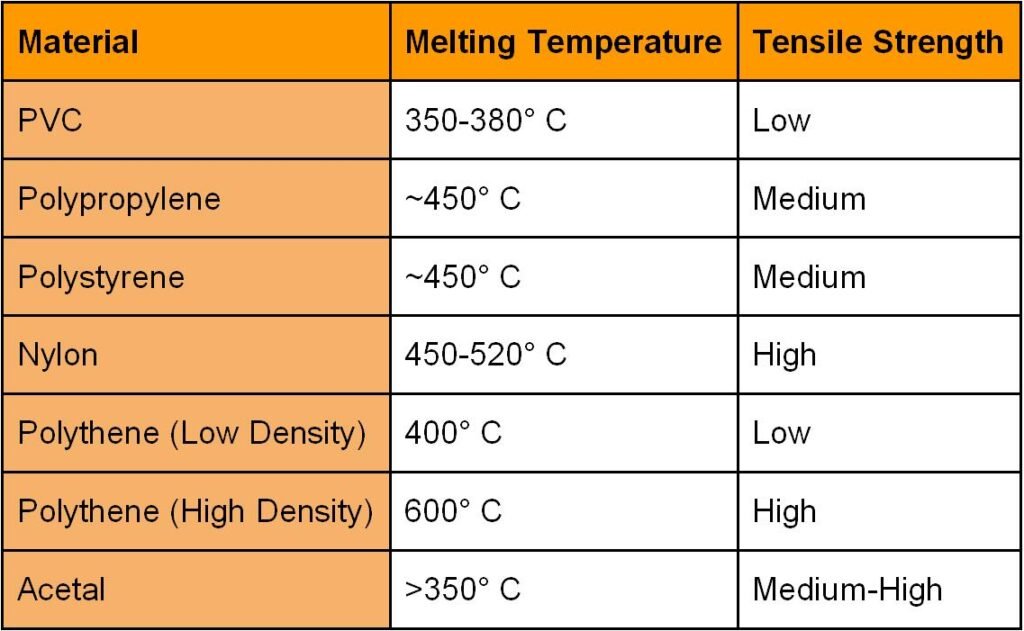
It should be noted that burrs can also form on plastic edges. Though it is less common and less harmful to the integrity of the part.
Sources for Burr
Burrs can occur during a number of cutting and machining operations. We can break down burr sources into three categories.
1.Stamping
2.Casting
3.Machining
Machining in particular has several sub-sections that contribute to increased burr production. Poorly maintained tools, fast cutting speeds, and workpiece material will lead to more burrs during the machining process.
8 Popular Methods of Deburring
Deburring is a very broad term that can encompass various tools and techniques. As a general rule, deburring refers to processes that grind, cut, or shape materials to remove burrs and create a smooth surface finish.
The following is a list of the most common deburring practices.
1 – Deburring using Manual Tools
The easiest and simplest method of deburring is cutting off the burrs using hand tools. Commonly you will see a handle-based tool, similar to a screwdriver. However, this tool comes with an oddly shaped head that is designed to remove burrs.
Manual deburring tools are just as effective at removing burrs as their machine-operated counterparts. But they also come with a few caveats.
1.It requires a high level of skill. Slight mistakes and misalignments can result in scratches and dents in the part.
2.It is a time-consuming process that can be very exhausting. For large factories that deal with high volume production manual deburring is a major bottleneck.
3.It is quite easy to forget to deburr some sections of a complex part.
Despite its shortcomings, manual tool deburring can still provide a quick and convenient means to remove prominent surface burrs. You can also use sandpaper and metal files to remove burrs, though they will have limited functionality.
2 – Deburring using Grinding
Grinding is the best mechanical means of removing burrs. Sure, specialized tools and deburring machines can help remove burrs more effectively and quickly. But they also cost a lot more and require precious floor space.
For most basic designs, you can easily deburr the edges on a grinding machine. You can also trim down the dimensions and smooth out the corners during this process. Flat metal parts in particular are well suited to deburring via grinding.
3 – Roller Deburring Tools
Roller deburring tools are a two-part set that deburrs sheet metal by crimping the edges. The fabricated metal sheet is placed on the machine bed, with one part of the roller underneath it and the other above.
The roller tool follows a fixed path around the perimeter of the cut surface and presses the edge between the two halves. Unlike grinding, roller tools don’t carry the risk of shaving down the part edges.
Roller tools are best suited to internal cuts, holes, and cavities of a sheet metal part. They quickly remove burrs while maintaining part tolerances.
4 – Hole Deburring Tools
Hole deburring is a difficult process, so much so that there is a whole industry focused on more convenient hole deburring tools. For small holes, you need specialized tools that can trim off the burrs without affecting the hole diameter.
Hole deburring tools can be sub-categorized into the following.
1.Manual deburring tools.
2.Semi-automatic bits that can attach to a screwdriver or a rotary tool.
3.Deburring tools for CNC machines.
5 – Deburring using Brushes
Brushing is a simple technique where you scrub the edges of the machined part with specialized brushes. You can perform this process manually using a wire brush. But for cleaning delicate parts and better surface finish you can attach deburring brushes to a CNC machine.
Machining-compatible deburring brushes (also called disk brushes) come in metal and non-metal varieties. The brushes come in various shapes and sizes that can remove burrs from internal cavities as well.
Generally, you will find deburring brushes with polyamide fibers that are coated in an abrasive material. However, some brushes are closer in design to a grinding disk than a brush. Here are some popular examples of deburring brush materials.
Silicone Carbide
Aluminum Oxide
Ceramics
Cubic Boron Nitride (CBN)
Diamond
6 – Micro Bead Blasting
Sandblasting is a post-processing step in machining, where the final part is sprayed with high-velocity sand particles to smooth out the surface. Micro bead blasting uses the same process to shoot small glass, plastic, and sodium bicarbonate beads to deburr edges.
Microbead blasting is a generally quick way to deburr several small parts.
This process is generally compatible with most metals and non-metals and is only limited by the type of beads. Microbead blasting is also a convenient way to combine deburring and post-process finishing into one step.
7 – Electrochemical Deburring
Electrochemical deburring uses electrolysis to remove burrs from very small parts or parts made from a tough material. Here the part is submerged in an electrolyte (usually a salt solution) and a deburring bit is used as an electrode. As the current flows through the electrode into the electrolyte it removes the burrs with it,
This is a high-precision process typically reserved for special applications. You would commonly see this deployed in small parts with hard-to-reach areas. Microelectronics and high-end jewelry might be the best application for this method of deburring.
8 – Thermal Deburring
Thermal deburring involves placing several machined parts into a sealed combustion chamber. Here oxygen and fuel are ignited for a few milliseconds reaching temperatures upwards of 4500°F (~2500°C).
The designed part with its considerably larger mass easily dissipates the excess heat. In comparison, the smaller burrs are unable to withstand the extreme temperatures and are completely oxidized.
The combustion leaves no scratches or machining marks. But it will leave a thin film of fuel residue on the part service. A quick wash or polish will easily clean up the parts.
Thermal deburring is limited to aluminum, carbon steel, stainless steel, and zinc.
3 Important Benefits of Deburring
Deburring is generally beneficial to a machined part. It is hard to list all the ways deburring can help elevate your part quality. Instead, let’s focus on the three biggest benefits.
1 – Safety
Without a doubt, the biggest benefit of deburring has to be employee safety. Large burrs are sharp, tough, and difficult to manage. Handling parts with burrs can quickly lead to cuts on the hands. Large burrs can even cut through protective safety equipment, like gloves.
By this logic, you might think that smaller burrs are less harmful. But it is the exact opposite, small burrs are even more dangerous to the part handler. Small burrs can break off and get stuck to clothing or embed themselves into the skin. In a factory space, where employees often handle hundreds of machined parts a day, accidents like this are very common.
Burr-related accidents also extend to the end user. No reputable manufacturer will ever sell you a part without deburring it. If someone doesn’t deburr their machine parts, it’s either a cost-saving measure or carelessness.
2 – Quality
Deburring improves the overall fit and finish of the final part. Burrs should be categorized as machining flaws, as they can impact other adjacent parts in an assembly. They affect the lubrication of components, fastener seating, corrosion resistance, and more.
Deburring smoothes out the flaws, increasing the overall quality and functionality of the product. Complex designs in particular, significantly benefit from the deburring process.
3 -Tolerance
Burrs are generally very small in size. Even with careful and precise machining, you will end up with micro-burrs that can affect the overall tolerance of your machined part. Parts designed to fit into the complex assembly often only have a few millimeters of tolerance. If the parts are not deburred properly they can affect the final dimensions of the assembly.
Tips for Deburring Parts
After reading this article you already have most of the necessary information about deburring. We are confident that this knowledge will help you better manage your machine parts. However, there is always room for growth and optimization.
Here are some important tips to help manage your deburring process.
Preventing Burr Formation
Before we work on deburring practices, it is best that you minimize the burr formation in the first place. You can minimize or even completely eliminate machining burrs by taking proper precautions.
The steps for minimizing burrs will differ from machine to machine and material to material. Look at the specification of your cutting machine and take appropriate steps. As a general rule, slower machining with a tough and sharp cutting tool will keep the burr formation to a minimum.
Use Automated Deburring Tools
Manual deburring is a quick and effective way to clean up a part, but only when dealing with small volumes. As soon as you increase your production capacity, the time and labor costs of manual deburring start to add up.
Automated deburring machines are designed to precisely remove burrs in large batches. For sheet metals, roller deburring machines in particular can save you hours of work every day. While complex designs will benefit from a CNC deburring tool.
Invest in Rotary Deburring Brushes
Deburring brushes offer some of the highest cost-efficient post-processing. They are quick, efficient, low-cost, long-lasting, and come in several variations. You can also use deburring brushes to simultaneously cover multiple surfaces at the same time.
You don’t have to restrict yourself to automated machine deburring with rotary brushes. You can attach these brushes to a manual rotary tool and deburr by hand.
Try Cutting Fluid
Cutting fluids help keep the workpiece cool during the machining process. But they also reduce cutting friction, prevent tool wear, and give a better surface finish. Deburring at its core is just another type of machining process and it will equally benefit from cutting fluid.
Let QBH Machines Deburr Your Designs
QBH is an expert when it comes to metal fabrication and CNC machining parts. We pride ourselves on our excellent quality control and in-depth product inspections. Our team of dedicated and hardworking engineers, machinists, and customer care personnel help us deliver high-quality products on time and on budget.
All our machined parts go through an essential deburring process. Experience our best-in-class service firsthand. Contact us Now!