Hi This is Alice from QBH Technology.I have been focused on sheet metal and CNC machining parts for more than 5 years now,and the purpose of this article is to share with you the knowledge related to sheet metal and CNC machining from a Chinese manufacturer.
If we look around, there are a lot of products that we use in our day-to-day lives, either directly or as a means of service. A product is an item or a service developed to cater to the specific needs of individuals or businesses. In simpler terms, a product is something that is used or consumed. Speaking of the manufacturing industry, with the advent of QBH technology and automation tools such as cnc machining, these days there has been significant improvement in the development of products in this industry.
What is Product Development?
Since the end objective of a product is that it must be useful, a wide spectrum of meticulous processes goes behind developing a product. So, in a nutshell, product development can be described as a process of taking a basic idea, brainstorming over it, building it and finally launching it into the market.
Need for Product Development
Product development is directly linked to the brand visibility and growth of a company or an industry. There is always a scope for improving a product and making it better for the consumer to use, take for example a product that improves sheet metal fabrication, suddenly there will be takers for the product and more and more such products will start making a presence in the market, thereby benefiting the end-user.
Product Development Stages
1. Idea Generation
All great products ever developed were once a great idea. Thus, the first stage of the product development process begins by generating ideas, a lot of them and then brainstorming over them to shortlist one that sticks out. A great approach during this idea generation process is to ask questions w.r.t the target group, their problems and whether the product would be able to solve those problems. The ideas can come from internal sources such as the employees working in the company or external sources such as distributors or even customers themselves after all they are the ones who must find value in the product.
2. Market Research
After zeroing on the idea, find out if there is any other similar product already in the market. If yes, then brainstorm on how you can make a product that is better than the ones already available. At the same time, carry out surveys to find out if there is an actual need for such a product in the market and whether or not it will be able to solve an existing problem of the target customer.
3. Designing
So now you are sitting on a great idea, one which actually solves a problem and has a decent enough need in the market. Next comes the designing stage of the product development process. The designing process itself consists of multiple levels, right from a basic sketch to the development of the 3D model of the product. The 2 important factors that distinguish a good design from poor ones are the attention to detail and it being user-friendly.
4. Prototyping
With the design finalized, we move to the next and one of the most significant stages in the product development process. This stage is the prototyping stage, on which depends whether or not the product will be accepted in the market. Prototype in simpler terms, is the product and the idea behind it coming to life while the product is still in the developing or evolving phase. A prototype manages to give an almost complete idea of how the product would work.
5. Testing
As the name suggests, testing is done post the prototype phase and is done to gauge the outcome of the developed product. In the testing stage, the developed product is set out in the real world but only to a select target group. The companies then collects review, feedback and suggestions from these target groups and then go on to implement the changes deemed necessary to make the product better.
6. Product Development
The testing and the product development stage is a cyclic process. The product is developed, it is then sent out to the select customers and based on their feedback, improvements are made in the product. The improved product is then again sent to the same or different set of customers and once again the product is enhanced based on their feedback and suggestions. The product development stage goes on until there are no more such changes or the company is completely satisfied with the product
7. Marketing and Launch
Have you ever been surprised by someone not using a product, that you personally find very beneficial? The only reason for such a scenario is the company or brand faltering at marketing the product well. Of what use is a product, when the customers don’t even know about it. After putting so much effort into ideating and developing a product, the last thing a company would want is losing on revenue and growth due to poor or insufficient marketing strategy. So make it a point to develop a great marketing plan and top-notch campaign to launch the developed product in the market.
Role of a Team in Product Development
Since product development involves a lot of processes, it becomes equally important that the different teams involved such as the design team, the marketing team, the sales team work together and in tandem with a vision of developing not just a product but bringing about a change that can benefit the customers and lead to the growth of the company and the industry at large.
Post Product Development
While the product development process ends, once the product gets launched into the market, there is another very important step which should be followed post the launch of the product. The step that we are emphasizing is “Review and Analysis”. This is even more paramount in the manufacturing industry where processes such as CNC machining and sheet metal fabrication and technology such as QBH technology are deployed to develop a product.
Analyze whether the product met the set expectations and targets? Review the steps from the product development process that need to be improved? The analysis backed with data helps industries to take the relevant steps and come up with strategies to enhance the product or any other aspect related to the product development process. Thus, helping the product making companies put out a better and improved version of the product for next time.
Rust is a major problem that builds upon metals. It is an orange-brown discoloration and can affect iron, alloys, and steel. Rust occurs while combining iron with oxygen in the air and ruins the stability and functionality of structure or machinery, and becomes a cause of great loss for your business so try to sort out this problem by using some effective and helpful ways.
Some Effective Methods / Strategies to Prevent Rust
Rust can cause metal expansion and place stress, and ultimately metal becomes brittle, flaky, and weak. So better to know how you can prevent rust. There are some effective ways and strategies for preventing rust, but the best thing is preventing moisture and using a material that is not much prone to rust.
1.Bluing
Bluing is an effective technique that provides limited rust protection for steel items and also proves helpful for metalwork and fine clocks. Bluing is a process of dipping metal objects into a bluing solution of potassium nitrate and sodium hydroxide. It is mostly used to improve damaged metals’ aesthetic qualities and conditions and can be categorized into two categories, i.e., cold and hot bluing.
Cold bluing is safer and needs no heat, while hot bluing requires careful handling for an inexperienced person. Bluing is a cost-effective technique and can extend the life of any steel item. Bluing makes items more attractive for buyers and provides strong corrosion resistance to metal objects such as vehicles, tools, outdoor gears, and large metal parts.
2.Store Properly and Regularly Maintenance
The first step to prevent your metal parts from rusting is to keep the metal parts dry and clean. Regular maintenance and proper storage are also helpful in this regard so keep your metal parts properly and away from moisture and water. If your parts are affected by rust, it’s necessary to scrape them off immediately.
You can try soap and warm water for scrubbing and use a new coat of paint on the affected area. Regular care and maintenance stop rust from progressing and forming. A razor blade can also use for a small area, and it can remove surface grime.
3.Powder Coating
Powder coating is a technique in which a layer of epoxy, acrylic, polyester, and polyurethane is quickly painted on a metal object. It is evenly applied on a clean surface using an electrostatic spray. A charged, non-conductive powder is used for electrically conductive objects. It is good for certain finishes and metal parts and covers a metal object or component.
The powder painting layer is helpful for the prevention of rust and prevents moisture from contacting and reaching with metal. It is essential that the coating be intact to prevent rust; otherwise, any fragile area can cause rust if moisture reaches that area. A coating can protect from corrosion and also keep your metal parts scratch-free.
4.Use of an Alloy to Resist Rust
Rust can resist alloys such as stainless steel can resist rust due to its 11 % chromium and a high percentage of reactive chromium content. But it is not suitable for all applications, but you can use stainless steel for some applications. Chromium oxide makes a protective shield against rust and prevents oxygen from reaching the underlying steel. This protective shield reforms if it is damaged in any case. The rust resistance can be increased by using nickel, manganese, chromium, and other techniques.
Stainless steel can prevent rust completely, although they are not completely corrosion-resistant and can rust slowly. We can change stainless steel’s conductivity, appearance, and toughness by changing its composition. It is necessary to consider the surrounding environment and welding techniques because these factors can affect corrosion rate.
5.COR-TEN Steel (Weathering Steel)
COR-TEN steel contains up to 21% of alloy elements such as phosphorus, nickel, copper, and chromium, preventing rust. They acquire a layer of rust and stop rust in specific environmental conditions afterward. The use of COR-TEN steel proves more cost-effective than stainless steel applications.
6.Galvanizing
Galvanizing is an effective and cheap way of rust prevention. This process accomplishes through electroplating or hot dipping galvanizing in a thin layer of zinc to protect from rust. This hot dipping can stop oxygen and water from contacting metals. Zinc corrodes at least 30 times slower than other metals, but its coating can not stand up in harsh environments such as acid rain and changes the outer appearance of objects.
7.Encourage Design Parts That Prevent Rust
You can prevent your metal parts by choosing and encouraging designs to protect them from rust and corrosion. It is better to choose parts having shapes and features not suitable for rust. They should not have such features as tunnels and deep crevices where moisture and airflow can pass. Engineers should keep in view these points while creating CAD designs. The metal parts should be easy to clean and maintain.
8.Use of VCI Packaging to Prevent Rust
Vapor corrosion inhibitor (VCI) packaging is an easy option to prevent rust from metal parts and a type of chemical compounding that we use to protect the ferrous and non-ferrous metal from corrosion and rust. We can use VCI packaging products by properly storing metal parts then VCIs can activate and fill up the empty area inside the packaging. The VCIs ions make a protection shield on a metal surface and cure rust without oil, protective coating, and grease.
9.FOZZ
FOZZ is a balanced blend of wetting agents, extenders, and phosphoric chemicals that can dissolve rust and decrease rusting. FOZZ is a primer and not a paint that conditions metal so that the paint can adhere. FOZZ is mostly suitable for contractors, welding shops, lawn maintenance, and steel fabricators. It is a non-flammable and water-based solution that can dissolve grease and bleeding rust from painted surfaces, engines, floors, and walls.
Summing Up
Rust is highly destructive to the integrity of your metal parts, so you can prevent your metal parts by applying all these strategies and methods. These tips can prove helpful for the prevention of rust and also eliminate the further chances of corrosion and rust.
Aluminum is the heart and soul of CNC machining; it is a soft yet sturdy metal with universal appeal. The flexibility of aluminum is evident in its finishing options as well. The most popular finish for aluminum is anodization. But the anodizing process can be complicated, and most newcomers feel intimidated by the sheer number of options.
So, here is an in-depth breakdown of anodizing aluminum. Everything you need to know is condensed into one small article.
What is Anodized Aluminum?
Metals react with the oxygen in the air to form a protective oxide layer on the surface. Anodization is increasing the thickness of this oxide layer; the newer, thicker surface finish is called an anodic coating.
Anodizing is a popular finishing for non-ferrous metals, like aluminum or titanium. Aluminum has a natural corrosion resistance because of its oxide layer; we can further increase the strength of this layer through anodization.
The anodic coating is much harder than pure aluminum, thus protecting the metal underneath, making it scratch resistance and increasing corrosion resistance. Additionally, you can paint anodized aluminum because of the rougher oxide layer.
What are the Different Anodizing Types?
The three most common anodizing specifications are,
Sulphuric Acid or Anodizing Type II
Chromic Acid or Anodizing Type I
Sulphuric Acid Hard Anodizing or Anodizing Type III
“Types” is an incorrect term to describe anodizing classifications, and “Types” is used when there is a clear difference between members of a category. In comparison, terms like “Grades” or “Specifications” are used when there is very little difference between these members.
For Example, steel, aluminum, and copper are all different types of metal. But Al 7075 and Al 6061 are different grades of aluminum. Similarly, chromic acid anodizing and sulphuric acid anodizing are different specifications of the same process.
The confusion about terminology certainly arises from the most common names for anodizing specifications. “Type 1 Chromic Acid Anodizing” is the name of an anodizing specification and not an anodizing type.
This topic is covered in detail under the “Anodizing Specifications” subheading.
How is Aluminum Anodized?
Anodizing is an electrochemical process where the aluminum is submerged in a chemical bath, and an electric current is run through the chemical to the aluminum. Following are the basic steps involved in the anodizing process,
Cleaning Steps
1.First, the aluminum part must be sanded or polished to remove any machining marks or surface roughness.
2.A clean solution removes any dirt or oil from the aluminum part.
3.The aluminum part is rinsed in clean water to remove any leftover cleaning solution.
Etching Steps
4.Next, the part must be submerged in an alkaline solution, usually caustic soda. This step removes a thin layer of aluminum, so the part has a uniform surface finish and better anodizing efficiency.
5.A second rinsing is required to remove residual caustic soda.
Anodizing Steps
6.The negative terminal of the power supply is connected to the aluminum part; this is our anode. The positive terminal is connected to a cathode, and aluminum 6063-T6 is a commonly used cathode.
7.The anode and the cathode are submerged in an acid bath, typically sulphuric acid. The anode and the cathode must not touch each other. The electrolytic process generates a lot of heat, so the acid bath needs to be at a low temperature.
8.Once the power supply is powered on, the current will flow. The cathode will cause negative oxygen ions to form in the acid bath. These ions will move towards the positive anode and bond to the aluminum part. The current causes small pores on the anode surface; these pores are useful for aluminum coloring.
9.The duration of the anodizing step determines the thickness of the oxide layer, and longer times result in a thicker oxide layer.
10.Afterward, the aluminum part is rinsed in a deionizing solution to prevent discoloration and spotting.
Coloring Steps
11.Immediately after the deionization bath, the aluminum part can be submerged in a dye solution. Here the dye enters the pores on the aluminum part.
Sealing Steps
12.Finally, the aluminum part can be submerged in a final boiling water bath. The high temperatures cause the dye to harden and seal the aluminum.
Coloring Anodized Aluminum
Coloring is a core advantage of the anodizing process. Coloring on anodized aluminum doesn’t chip, wear or peel off as it is embedded into the aluminum and then sealed. Currently, there are four methods of introducing color to anodized aluminum,
Electrolytic Method
After the anodizing step, aluminum is submerged into a metal-salt solution. When an electric current runs through the salt solution, the metal ions are deposited into the pores on the anode (our aluminum part). Copper, nickel, tin, and cobalt are commonly used metals for electrolytic coloring.
This method is also called the two-step coloring method.
Interference Method
The interference method is the bigger brother to the electrolytic method; it supports a wider range of colors using light refraction. After anodizing aluminum using sulphuric acid, it undergoes another anodizing process with phosphoric acid. Causing the pore structure of the anodic coating to widen at the base and increase in height. When metal is deposited inside the pores, using the electrolytic method, the outer walls of the pores interfere with the light refracted from the metal resulting in a new shade of color.
This method is sometimes called the three-step coloring method.
Integral Method
The Integral method combines the coloring and anodizing process into one step. A separate metal compound is added to the sulphuric acid during the anodizing process. Resulting in simultaneous creation of pores and deposition of metal. The metal compound used here is some form of oxygen-embedded metal like manganate or molybdate.
Dye Method
The dye method is the simplest method of coloring anodized parts. Immediately after anodizing, the aluminum part is dipped into a liquid dye solution, and the anodic coating absorbs the dye. The intensity of the dye color is dependent on the thickness of the anodic coating, the solution temperature, the dye amount, etc.
Anodizing Specifications
Anodizing can be further divided into different types; these types are depended on the acid and voltage used during the anodization process. There are various anodizing specifications and standards, but the most popular ones come from the U.S. Military, labeled MIL-A-8625.
The MIL-A-8625 specification only details 2 types of anodizing.
Type I – Chromic Acid
Type II – Sulfuric Acid
Type III – Sulfuric Acid Hard Anodizing
Other Anodizing specifications involve the use of organic acids (malic acid, oxalic acid, or sulfosalicylic acid), phosphoric acid, or higher voltages.
Types I
Type I anodizing uses chromic acid as an electrolyte, resulting in a thinner anodic coating but higher corrosion resistance. Type I has the thinnest anodic coating, and as discussed previously, dye coloring is dependent on coating thickness. So, Type I will typically have less impressive coloring options.
Types II
Type II is the most common anodizing process; it uses sulphuric acid as an electrolyte, resulting in a thicker anodic coating. Type II is also highly preferred for its excellent dye absorption capabilities.
Types III
All anodizing processes are the same, with the only two differentiating factors being acid and coating thickness. Type III proves the statement mentioned above because it is the same as Type II but with a thicker anodic coating.
According to U.S. Military specifications, you can only call an anodizing process Type III if it can produce a coating thickness of 50µm or greater. The increased thickness results in even better corrosion resistance and increased durability. The harder anodic coating is why Type III is commonly called hard anodizing.
Characteristics
Type IChromic Acid
Type IISulphuric Acid
Type IIIHard Anodizing
Anodic Coating
0.08 – 0.25 µm
2.54 – 25 µm
12.7 – 80 µm
Porosity
Low
Medium
High
Durability
Poor
Moderate
Excellent
Corrosion Resistance
Good
Good
Excellent
Environmental Friendly
No
Yes
Yes
Applications
Aircraft PartsDecorative Finish
Kitchen AppliancesArchitectureFishing Equipment etc.
High Durability Parts
Choosing the Right Anodizing Process
Anodizing can be tricky, but choosing the right process for your machined aluminum part is easy. Color, durability, and cost are the three most important factors. And you can use the table mentioned above to select the process that best suits your needs.
Color
The dye coloring method is the cheapest and most commonly used method for dozing aluminum. But it will yield less impressive results using Type I anodizing and has a limited color range.
Cost
Cost is a manufacturer-specific factor; Type III anodizing is the most expensive choice. But if you don’t need high durability or corrosion resistance, Type I and Type II are excellent choices.
Durability
Durability is a relative property and is heavily dependent on application. For most consumers, Type II anodizing will yield the best results.
Color, durability, and cost are closely related; if you change one, it will affect the other two.
Increasing Anodizing Efficiency
Following are four design factors that can help you increase the efficiency of anodizing aluminum.
Pre-Processing
Anodizing is a uniform and microscopic process; any imperfections in the aluminum part will be evident afterward. To avoid a poor surface finish, you can process your aluminum with a different finishing process before anodizing. Sanding or Bead Polishing are common pre-processing steps for anodizing aluminum.
Dimension Tolerance
When anodizing aluminum, you need to be mindful of the increase in thickness of the part. Either you can compensate for the thickness increase during the machining process or use a thinner anodizing finish, and type I and Type II anodizing are preferred for tight tolerances.
Sharp Edges
The electrolytic process involves current flowing from the cathode to the anode. And sharp edges act as a lightning rod for electric current, causing an excessive increase in temperature. To avoid the high temperatures which result in overheating and sometimes burning, use slightly rounded corners and edges.
Batch Sizes
Etching is a very imprecise process. Since the chemistry involved takes place at a microscopic level, maintaining uniformity in different anodized parts is difficult. Working in large batches removes minor inconsistency between parts; it ensures all parts are submerged for the same time and receive the same amount of coloring dye.
Benefits of Anodized Aluminum
Anodized aluminum has various application-dependent benefits. We have previously discussed most of these benefits, so here is a summary of those benefits.
Anodizing can affect the base properties of aluminum, some directly, some indirectly.
Direct Benefits
Direct benefits come from the base anodizing process and require no additional post-processing.
1)Corrosion Resistance
Aluminum already has decent corrosion resistance, but the addition of an anodic coating further improves this property. Pure aluminum has a thin oxide layer for protection, but most anodic coatings are 1000 times thicker.
2)Scratch Resistance
Anodic coatings aren’t just corrosion resistance. Aluminum oxide is harder than pure aluminum, so even thin coatings result in a scratch resistance finish.
3)Durability
Durability is slightly different from scratch resistance because high durability is only possible with thicker anodic coatings. Aluminum is a softer metal than steel or titanium, so the increase in durability opens more application options for aluminum.
Indirect Benefits
Anodizing has some great indirect benefits; these are benefits that only show up after additional post-processing.
1)Insulation
Aluminum is a good conductor of electricity, but a new opportunity for insulation appears with anodization. The rough surface of anodized aluminum is perfect for insulating coating like Polytetrafluoroethylene (PTFE).
2)Coloring
Coloring is not the primary goal of anodizing aluminum. But it is an excellent by-product of the porous nature of anodized aluminum.
Conclusion
Now that you have read this article, you know the basics of anodizing aluminum. We hope this article helps you decide on the ideal surface finish for your machined aluminum parts.
If you want some excellent aluminum machining, we recommend QBH technology. We provide variousCNC Machining andSheet Metal Fabrication Services. Additionally, we have an excellent range of the best post-processing options. QBH prides itself in its unbeatable quality and excellentSurface Treatment Options.
Send us your designs and specifications, and we will give you a competitive and personalized quote.
Metal sheets and their components are the backbones of the manufacturing and construction industry. These days there is a huge demand for well-designed and customized metal sheets across several industries. This extensive demand is the reason behind the need to enhance the sheet metal fabricationprocess.
The rise in the application ofQBH technology and other automation tools for sheet metal fabrication is owing to the demands of the industry. Sheet metal fabrication augments the possibility of creating products with great precision and customization. Various materials such as steel, aluminum, copper, tin, nickel can be fabricated into sheets. Following sheet metal tips for fabrication, simplifies the overall process of developing better products benefitting the aerospace, electronic, manufacturing and construction industries.
In simpler terms, sheet metal fabrication is the process through which various types of parts are made out of the metal sheet. The process is a bit long and involves a lot of other processes such as bending, cutting, stamping, etc.
Benefits of Using Fabricated Sheet Metal
Sheet metals fabricated through QBH technology or automation provides multiple benefits to the industries. Here we are listing the major benefits of sheet metal fabrication:
Durability: Sheet metals can withstand high amounts of pressure making them an automatic choice for most industries. Besides, they are also water, moisture, sun and corrosion resistant.
Portability: As compared to other materials, sheet metals are low in weight and thus can be easily transported.
Malleability: Sheet metals can be easily bent, cut and fabricated into any shape. Thus one can develop customized and precise designs.
Low Cost: Being easily available, sheet metals are not that expensive.
Reparability: Sheet metals are designed such as they can be easily repaired, tweaked, or adjusted to suit the requirements of the industry.
Through our deep research and industrial analysis, we have come up with some of the most effective and practical tips to follow in order to accomplish better fabrication for sheet metal. Before divulging into that, allow us to inform you about the types of metals that are generally used for the fabrication process based on the requirement and the factors you must consider while choosing a particular kind of metal.
Metals Used for Sheet Metal Fabrication
Steel: Used for its strength and durability.
Magnesium: Used for its low density and stiffness.
Aluminum: Used for its low weight and temperature resistance.
Bronze: Used due to its low melting point.
Brass: Used because it is corrosion resistant.
Copper: Used for being a good conductor of electricity.
The selection of a type of metal is purely based on the requirement which meets the properties of these metals. Choosing the right kind of metal is not only significant but also essential to get the best possible result in a cost-effective manner. So if the part needs to be strong, it would require a metal that can hold a good amount of weight. Thus in this scenario, steel shall be used. Whereas if the part is going to be used at low temperatures such as in the aerospace industry, using aluminum would be the right choice. While copper being a good conductor of electricity should be used for producing metal parts to be used in electrical appliances.
We hope the above information with respect to the choice of metal would help you choose the right material that fits your requirement. Coming to the part of sheet metal tips for fabrication, below are some of the most practical and effective sheet metal fabrication tips for your consideration.
Sheet Metal Fabrication Tips
Broadly, the sheet metal fabrication tips are centered around the design factors such as the hole sizes in the metal, the bends in the metal, the tolerance levels and so on. 1) Hole Size
Ensure that the hole size is equal to or larger than the thickness of the metal so that a situation such as a breakage or damage does not arise. This ultimately benefits the output rate and reduces the cost.
Furthermore, working with metals generates a lot of heat and friction which may result in the tearing up of the metal in case the holes are at the edges or near the curls. In Order to avoid such a scenario, it is advised that the minimum distance between holes and edges should be at least three times the thickness of the sheet. Whereas, the distance between two holes on the metal surface should be at least six times the thickness of the metal sheet used.
2) Hole Diameter
For any sheet metal, the diameter of the hole should not be too small. Small holes mean more precision which translates into more manufacturing costs. Besides, small holes are also more vulnerable to getting damaged during the sheet metal fabrication process. Ensure that the diameter size is equal to or more than the thickness of the sheet metal used.
Powder coating production line
3) Bend Radius and Bend Orientation
All sheet metals have to undergo bending and in this bending process, they are subjected to a lot of strain. In the event that the strain exceeds beyond a point, it would result in cracks, damaging the metal sheet. The point beyond which a metal sheet should not be bent is known as the low bend radius. Ideally, this bend radius should be at least equal to the thickness of the material. The minimum bend radius varies according to the type of the metal.
Uniformity of bends is another important factor that helps in standardizing the process and lowers the overall manufacturing cost. So, make sure that the bends in the same point are designed in the same direction.
4) Tolerance
Tolerance is often overlooked while designing a metal sheet which results in damaged products and also increases unnecessary costs. Keeping tight tolerance over hole diameters, radius, distance results in more cost and low productivity. The tip here is to build only those features that are absolutely necessary.
5) Folds
Complications in the design translate into increased costs. The tip here is to keep the folds simple, the angles easy to blend so that the metal is easier to fold. It is recommended that the radius should be equal to or greater than the thickness of the material. If possible, avoid small bends on the thicker parts as it is not only expensive but also a difficult approach. So while complex is costly, remember that simple is cost-friendly.
6) Tabs and Notches
Another important tip is related to optimizing the design of tabs and notches. Notches should be placed about 1/8th inch away from each other and should not be closed to the edge. The width of the notch should be greater than or equal to the thickness of the metal used. The notch length should be up to five times the thickness of the metal.
Tabs on the other hand should not be longer than five times their width and should be greater than or equal to two times the metal’s thickness. Following these recommendations shall ensure there is no breaking and deformity during the designing process.
7) Offsets
Offsets are the Z-shaped bends to be used as brackets and clamps. The important tip with using offset is that the bend radius should be uniform throughout the metal sheet and the parallel planes in the offset should be equal to or greater than twice the thickness of the metal sheet.
8) Curling
The edges on the sheet of metals tend to be sharp. Curling is the process in the sheet metal fabrication which makes the edge safe for handling. This process involves adding a hollow, circular roll to the edge of the metal sheet. Ensure that the outside radius of the curl is equal to or greater than twice the thickness of the metal.
9) Hems
The safe and strengthened edges that are established on the sheet of metal are due to hems. The important tip here is to avoid flat hems at all costs as they are prone to fracture and getting damaged. For open hems, ensure that the inside diameter is equal to or greater than the thickness of the metal. Lengthwise, maintain the length of hem to about four times the thickness of the metal. Closed hams on the other hand should be completely folded. For a teardrop hem, ensure that the inside diameter is equal to the thickness of the material.
To conclude, sheet metal fabrication is an extremely important process to meet today’s increased demands for metal parts across various industries. A reliable and cost-effective approach to producing metal parts, a well-fabricated sheet of metal has applications in various industries right from the aerospace industry, automotive industry, electrical industry and even in the agricultural field.
Following the above listed tips of sheet metal fabrication, you would be able to accomplish designs that are efficient, cost-friendly and one that can be easily modified at a later stage. Keep the above tips in mind and apply them to produce customized metal parts with precise designs that are bound to yield superior results.
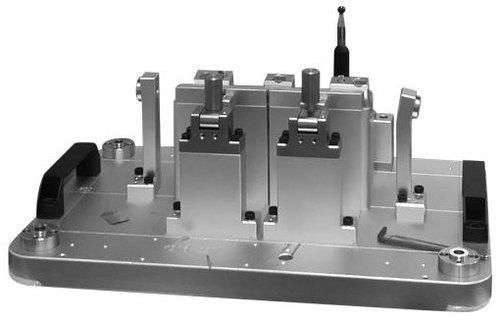
Many CNC fixtures are used in the manufacturing industry as supporting devices that ensure conformity and interchangeability in all the parts produced. Fixtures are essential CNC machining tools to improve productivity and ensure high machining accuracy. In simple terms, the fixture can define as a device that supports and holds the workpiece of a tool in a machine.
Fixtures have the function of holding and aligning the cutting tool to the workpiece, but they do not hold the functionality of guiding the tool. Fixtures are of many types, including clamps, chucks, or metal plates. Fixtures should be designed in a way to withstand any machining pressure.
What are CNC Fixtures?
CNC (computer numerical control) fixtures are, in general, the devices that, during the cutting operations, hold CNC machined workpieces on CNC machines that may include router machines, mills, or laser cutters mainly. CNC fixtures have the function of keeping the parts very tightly during the cutting operations.
CNC fixtures work as helpful devices that ensure interchangeability, rigidity, and standardization during the overall manufacturing process. CNC fixtures help smoothen a production process; they are also called CNC work holding fixtures. CNC fixtures promote stability and positioning in the model of a workpiece in a CNC machine.
CNC Jigs (Fixtures)
Jigs hold devices responsible for maintaining, supporting, and locating the workpiece during a particular manufacturing operation.
This jig guides to guide the movement of a cutter. Jigs have the role of securing and holding the workpiece during a manufacturing process. Many people compare CNC fixtures with jigs because of the mutual function of providing stability. However, they both are different because CNC fixtures do not play any role in guiding the cutters.
Another distinguishing feature between jigs and CNC fixtures is the movement of the tool. CNC allows the movement of the workpiece. With jigs, the tools can remain stationary in their positions.
Applications of CNC Fixtures
CNC fixtures have a wide range of applications because of their benefits in the manufacturing industry. CNC techniques are mainly employed in CNC turning, slotting, milling, turning, and CNC grinding.
Some wide applications of CNC fixtures are enlisted below:
Position
The primary application of a CNC fixture is making sure the workpieces of a tool retain their positions and remain fixed during the production operation. Also, CNC fixtures make the machine surfaces according to the requirement. CNC fixtures also ensure the correct assembly of the parts of a tool.
Maintenance
CNC fixtures maintain the parts of a tool. They are responsible for the standardization and interchangeability of the workpieces of a CNC machine. CNC fixtures hold the features of a machine with grip and keep them together firmly.
Support
CNC fixtures provide extra support to the workpieces of a tool. CNC fixtures ensure conformity and interchangeability in the structure of a machine by providing stability.
Types of CNC Fixtures by Power Source
Based on their power source, CNC fixtures have the following types:
1: Manual Fixtures
Manual fixtures are used when the size of the components is enormous and the machining time for each of the components is also long.
2: Vacuum Fixtures
Vacuum fixtures are also known as vacuum chuck. They are helpful for products with thin bottom parts and large component sizes. Vacuum fixtures are also known for reducing the time for clamping. Vacuum fixtures also reduce distortion in the holding of thin filmed products that are highly sensitive.
3: Electric Fixtures
Electrical (light) fixtures are devices installed in house bulbs that connect them to electricity. Electrical fixtures can find in house wiring, outlets, tap adapter, etc.
4: Hydraulic Fixtures
Hydraulic fixtures use high-pressure liquids for holding the workpieces of a tool in place. Hydraulic fixtures are recommended over manual fixtures. A hydraulic fixture lowers cost and increases output; hence we can say hydraulic fixtures are a cost-effective type of CNC fixtures.
5: Magnetic Fixtures
Magnetic fixtures are distortion-free fixtures. Magnetic fixtures provide high precision and thus are highly useful in manufacturing operations.
6: Pneumatic Fixtures
Pneumatic fixtures are used for clamping and gripping the jaw faces on grips. They are beneficial in the maintenance of excellent clamping pressure.
Types of CNC Fixtures Based on the Applicable Machines
CNC fixtures have five types based on their machining operations. These are given below:
1: Turning Fixtures
These fixtures are commonly located on the nose of the machine spindle or faceplate. Turning fixtures should be accurately balanced. Also, a turning fixture should be light in weight and small.
2: Milling Fixtures
A cutting CNC machining process is named CNC milling. Milling fixtures are designed in a way that they have the frame to absorb chatter or vibration. Milling fixtures contain tenon strips at the bottom. Standard vises and clamps are included in milling fixtures.
3: Drilling Fixtures
The drilling process is quite famous in general and in CNC machining. It simply involves making a hole in the workpiece of a tool or bushing. CNC fixtures that we use in the drilling process are also called CNC. Some common types of drilling fixtures include plate fixtures, plate jigs, template jigs, plastic jigs, universal jigs, etc.
4: Boring Fixtures
As we have learned in drilling fixtures, drilling fixtures include making a hole in the workpiece. The boring process means enlarging the holes created in the CNC drilling process. The fixtures that we use in the boring process are also called CNC boring fixtures.
5: Grinding Fixtures
The CNC grinding process involves the removal of a part of the workpiece with the help of a grinder. The fixtures used in this process are named CNC grinding fixtures. CNC grinding is also one of the necessary CNC machining procedures. Two primary grinding fixtures are used for surface grinding and cylindrical grinding.
Above, we enlisted and elaborated the five types of CNC fixtures based on their machining operations. The name of the fixture also includes the function that the fixture performs.
Types of CNC Fixtures According to Their Uses & their Applications
CNC fixtures can also categorize based on their uses in the industry. We will discuss five significant types of CNC based on their usefulness in CNC machining operations. These five are detailed below:
1: Universal Fixtures
Universal fixtures have a wide range of applications and use in manufacturing operations. These fixtures are designed so that every part is adjustable and suitable for any workpiece. Universal fixtures ease the adjustment of any workpiece. Universal fixtures can use in both turning and milling machines.
2: Special Fixtures
A particular fixture is a CNC machining fixture ideal for a specific workpiece. Unique fixtures have a lot of benefits when it comes to providing stability to the workpieces. Special fixtures also make the machining process faster and a lot quicker also; they are convenient to use. Special fixtures are the best deal for irregular workpieces.
3: Assembled Fixtures
An assembled CNC fixture is the type of CNC fixture that can be molded and changed according to a particular workpiece. A special procedure does this. The assembled CNC fixtures have the flexibility to be removed or reused according to the need. This flexibility makes them highly helpful.
4: Modular Fixtures
Modular fixtures are CNC fixtures that add flexibility to the manufacturing process. Modular fixtures are easy to be reconstructed and reconfigured to be able to fit any workpiece.
5: Combination Fixtures
Combination fixtures are CNC fixtures that come in various shapes and sizes. They grip and control workpieces of different shapes and sizes.
Considerations for the Selection of CNC Fixtures
There are a few things that we should keep in mind while using CNC fixtures in workpieces of a tool. These key considerations are helpful to some extent. These are briefly explained below:
Keep the fixture as simple as it can be. The more complex we make the fixture, the more prone to error. Make CNC fixtures lesser so we can hold them down quickly.
Make sure the fixture we are designing is what we need. Do not go for a complex or expensive fixture design when a cheaper fixture can fulfill our requirements. Economical fixtures chosen according to the tool life should be our priority.
We are not applying a more significant clamping force on the CNC fixtures. This clamping force not only has the potential to harm our product but can also seriously damage our expensive fixtures or clamps.
Always measure and calculate whenever you put a part on the machine to make the parts accurate.
Conclusion
CNC fixtures play an essential role in manufacturing CNC parts and clamp workpieces on machine tools. They can adopt high efficiency and high precision and single-piece production of CNC machine tools.
It is critical to learn about their types and functionality before starting a project. All the information as mentioned earlier can be helpful for you to select the best one according to your specifications. We have discussed all types of CNC fixtures based on their position, applicable machines, power sources, and uses, but if you can, any confusion and questions about CNC fixtures. We are happy to help you; please get in touch with us to quickly help.
Engineers need to understand a part’s use cases, manufacturing process, and material to know the suitable method for their creation. Here we will discuss some ways to make custom metal parts.
The metal parts manufacturing process, such as shaping, assembling, cutting, and bending, is called metal fabrication.
You know that dozen of metals are commonly available throughout the world. These metals are widely used in household items, cnc machining, sheet metal fabrication, and various industries. All the metals are not the same but vary according to their properties. Some metals are soft, and others are hard metals.
Soft Metals
The soft metals, as the name shows, are soft. These lack too much hardness. The soft material in the soft metals can be a surface engineering material. The soft material may be a lubricant for sliding and rolling applications. Soft metals can improve the ability of anti-wear and also aids in improving the friction of the mechanical components. Moreover, soft metals also prove helpful in increasing the equipment service life. Soft metals include zinc, silver, gold, tin, etc.
Elemental aluminum is highly malleable and soft, so it is not good for mechanical purposes. But you can use aluminum by blending it with other elements such as zinc, copper, silicon, and magnesium, making it lightweight and strong. It uses in automobiles, airframes, and consumer products.
Hard Metals
On the other hand, hard metals are hard and fragile. They are mainly made of the hard matrix. The metal matrix is held together by using the hard material. The hard metals are tough compared to hardened steel metals, alloys, and pure metals. In comparison to other metals, hard metals have higher temperature resistance. These are mostly used in producing cutting material such as cutters, drills, millings, etc. Moreover, hard metals are also used in the firming and punching tool. Titanium, chromium, steel, etc., are some examples of hard metals.
Titanium is lightweight and can alloy with vanadium to make a sturdy and corrosion-resistant material for making custom metalparts.
Titanium can use in pins, plates, and bone screws and is a biocompatible material. These specific features of titanium make it suitable for the high-performance vehicle manufacturing industry and aerospace.
These types of metals have specific characteristics and are not manufactured in the same ways.
Manufacturing of Metal Parts
Different methods are used to manufacture different metals. Different methods of manufacturing different metalparts have their capabilities and strength. Here, we will discuss different methods to manufacture different metal parts.
1- Extrusion- Pushing Metals into a Die
In this process, a heated metal is pushed into a die, and thus a tubular or an L-shape is created by the die. This method can use to structure the metals into complex shapes. Post finishing such as machining, drilling, cutting is required for the metal parts produced by the extrusion technique. The extrusion process requires constant cross-sections. The hot extrusion can make the larger metal parts with high complexity. On the other hand, the smaller metal parts with less complexity are manufactured by cold extrusion.
This technique works by a forced flow of a cylindrical bullet through a closed cavity. In the closed cavity, there is a die of the particular cross-section. These cross-sections profile the metal parts. The mechanical and the hydraulic press of the cross-sections force the metal parts to come out. As a result, the metal parts come out of the closed cavity in different shapes. The different operation types of the extrusion include friction, hot extrusion, and cold extrusion. The hot extrusion requires a high temperature to prevent the material from being hard, while the cold extrusion handles at room temperature to make the material stronger. In friction, the charge is pushed against the die by force.
Applications of the Extruded Metal Parts
The extruded metal parts have various applications. A smooth surface provides by the extrusion for the finishes and the paints. This property makes the extrusion best for the precision and cosmetics parts. This technique uses by the automotive and aerospace industries for its components. This method is also useful in other applications such as flooring, windows, railings, etc.
2- CNC Machining-Removing Material
It is a computer control manufacturing process. The raw material can be cut into desired shapes using the material removal process. In CNC machining, there are various kinds of machining operations. The kind of operation used depends upon the required surface texture and geometry. CNC milling and turning are the two main categories of this technique, and for industries, it is a go-to process.
There is a multi-point cutting tool in the milling machine. This milling process uses the rotatory cutter to get the required shape of the metal parts and remove the undesired material from the stock of the metals. The multi-axis rotation of the cutting tool is used for this purpose. Moreover, the undesired or extra metals can be removed by turning the single turning edge from the rotating workpiece in CNC. It results in the cylindrical structures in the parts of the metals.
Applications of CNC machined Metal Parts
The CNC machined parts have various applications. The CNC turned, and the milled metal parts are used by different industries worldwide. The CNC turned, and the milled metal parts are considered as the workhorses of the industries. Electronic, automotive, machinery, telecommunication, and electrical industries can produce various CNC custom parts and turning components. For example, Pins, gearboxes, heads, brushings, rods, and shafts can be created by using CNC turning. In the case of metal fabrication, CNC milling is also considered an ideal machining operation. CNC milling can be used for machining different medical components, aerospace structures, and car models.
3: Stamping- Cutting and Bending Parts
The stamping process forms the letters, images, and shapes on the sheet metals. Stamping is of two types, i.e.
Mechanical Process
Hydraulic presses
The metal sheets can be punched, cut, and bend into the desired forms by using this technique. The stamping process can mold metal sheets of various thicknesses into desired shapes and sizes. The four slide forming, blanking, and metal coining are included in the stamping operation. In case of high complexity and volume, this process is considered ideal with a very low cost of units.
In the process of sheet metal fabrication, stamping includes various techniques. These techniques include flanging, bending, coining, embossing, and jumping. This operation could be single-stage involving pressing the metal to produce the sheet with the desired shape to a multiple-stage operation. Normally, a sheet of cold metal is used in this process.
Applications of stamped metal parts
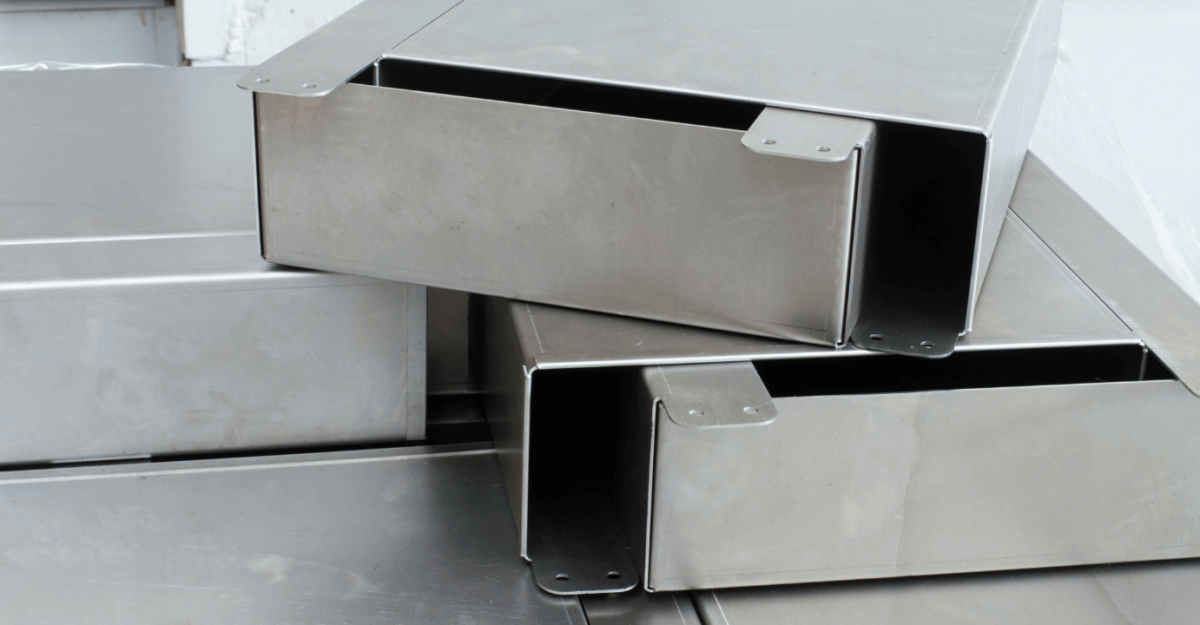
The stamped metals parts include various applications in industries. Each year, many different parts can be manufactured in different appliances, electronics, and automotive industries using the stamping process. The functional parts with high volume, such as brackets, chassis, and sheetmetalenclosure, can be manufactured with the help of the stamping process. In the robotic industries, this process is considered an optimal option.
4: Forging-shaping the Metal
Forging is a process of manufacturing in which metals are given the desired shapes with the help of localized compression forces to provide the desired shapes to the metals. In other words, we can say that forging is the method of shaping and heating metals, and it is a famous automated industrial process. The range of the forgeable parts is from kilograms to hundred metric tons. Modern industries use high-impact forge machines to give the desired shapes to the metals. The forging process produces stronger metal components than the machining and casting. The forging process is economical, and less waste is produced at the end.
Forging is a simple process involving five steps. These five steps include:
Heating
Performing
Forging
Cooling
Finishing
A great advantage of using this method is that there is no need for metal reduction of liquid during this process. It only requires the heating of the metal to a malleable state. The metal parts become stronger after heating to a malleable state.
Applications of Forged Metal Parts
The forged metal parts show various applications. The forged metal components are the basic need of industries throughout the world. The automotive industry uses these forged metal components for stress and shock applications. The shock and stress applications include balls, torsions, wheel spindles, shafts, and kingpins. These parts can use in a variety of tools and equipment. They are used in industrial equipment, surgical tools, domestic hardware, and electrical transmission.
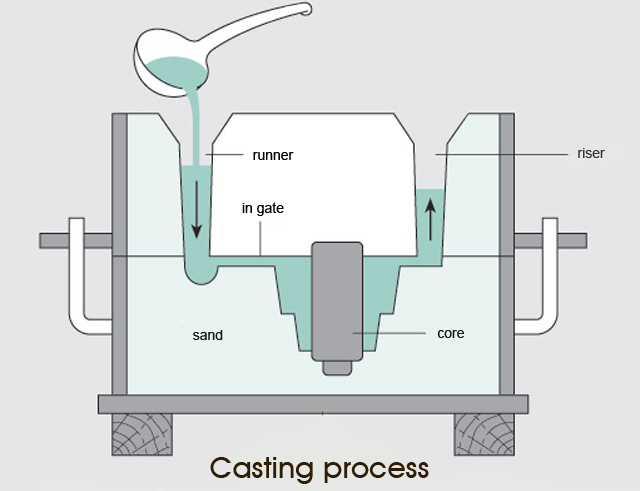
5: Casting: Manufacturing Process
Casting is considered among the most flexible metal parts fabrication processes. It is best for a large variety of complex-shaped metal structures. Using this process, you can solve many metal fabrication problems less. During this process, the liquid material is poured into a mold. The mold is a prebuild hollow cavity having desired shape or structure. After pouring the liquid material into a mold, it is then allowed to cool down, and then it is solidified. Later, it is ejected from the mold to get the casted material part.
The casting method is of two types. These methods include Investment casting and Die Casting.
Investment Casting
In investment casting, the wax model of the final product is used. The ceramic can coat the wax. The wax is heated after the hardening of the ceramics. After heating the wax, it is drained out. The ceramic’s hardened shell becomes the mold for the desired metal part. Then the molten metal allows cooling after pouring into the mold. After cooling of molten metal, separate it from the mold. This process guarantees the production of complex and detailed parts. The investment casting method is only useful to meet the small production needs.
Die Casting
In this process, hydraulic pressure forces the liquid metal into a mold. The steel mold produces intricate shapes fabricated in the desired manner. The intricate shapes ensure sufficient accuracy and repeatability. It is ideal to meet the large production needs and small to medium-sized casting.
Applications of Casted metal parts
The casted metal parts have a lot of applications. One of the best applications is that almost all commercially manufactured mechanical devices can make by using this process. Moreover, in the case of production, CNC machining is outperformed on the cost by casting. The casting method regularly manufactures metal pipes, automobile components, and washing machines.
6: Metal Injection Molding: Large volume production process
The metal injection molding first involves the fine powdering of the metals. After the powdering of the metal, a feedstock is created by mixing it with a binder material. The resulting feedstock is then allowed to solidify. Once the feedstock is solidified, it is shaped into the final product. It considers the best technique for the production of a large volume. Moreover, it is not an expensive but a cheap method.
The main difference between metal injection molding and die casting is that the metal injection molding uses a feed of polymer-metal mix. The first stage involves the production of a mixture of polymer and metal. The second step involves melting and injecting the powder feedstock into the mold. After that, it is then allowed to cool and solidify to take the shape of the mold. The last step involves the ejection of the molded part from the mold. After ejection, clean it carefully.
Applications of Injection Molded Metal Parts
This process has various applications. Metal parts manufacturing is considered an innovative technology. By this process, many complex parts can produce with consistency. Moreover, in the automotive industry, a wide range of parts can produce by using this technique. A variety of medical equipment, airplanes, computers, ornaments, and fitting are manufactured using this manufacturing process. Moreover, this process is also used to manufacture the components of home appliances and office products.
7: Metal 3D Printing: Complex Geometries and Low Volume Parts
It is an effective method for producing metal parts by using laser technology. In the prototypes, it is the most commonly used method. This method is the best technique for the highly complex low volume parts with a short lead time and low cost. Moreover, the geometries and all-in-one assembly with inaccessible areas can produce by using this technique. Such production is almost impossible with standard tooling.
This process involves the step-by-step 3D printing of the metallic particles. In metal 3D printing, an inert gas such as argon is filled in the chamber where the operation is performed. The inert gas is filled to reduce the metal powder oxidation. After that, it is heated. After heating, a thin layer of the metal powder is spread over the build platform. The metal particles are fused as a laser scans the cross-section of the components, thus creating a layer. After creating the layer, the scanning of the whole area of the model is done. This way helps in building a fully solid part. You can manufacture the metal 3D printed part, and now you can use this metal part.
Application of 3D Printed Metal Parts
Like other methods, Metal 3D printing also has many applications. The process helps you to manufacture the various industrial parts quickly. This method is not expensive, so that you can manufacture the industrial parts at much less cost. It is an ideal process for the mass production of custom tools. Various specialized instruments having low volume can also be produced by this method. Thus this process is best for producing tools, spare parts, ductworks, fully functional prototypes, and rigid housing. Many dental ad surgical implants, decorative items, jewelry, and many other components can also produce in different industries by using the Metal 3D printing method.
Surface Finish Options for Metal Parts
In manufacturing operations, the surface finish of metal parts is the final process. The surface finishing provides the aesthetics and environmental protections to the fabricated metal parts. Moreover, some features that the machining operations cannot improve can be improved by this process. These features include corrosion resistance and surface roughness. In addition, the electrical and mechanical properties of the metal parts can also increase by using some treatments. Many options are used in the surface finishing of the metal parts. Some of the surface finishing options for the parts of metals are as follows:
Electroless plating
Vacuum plating
Electroplating
Anodic oxidation
Chemical treatment
Hot Dipping
Thermal Spraying
Painting
Conclusion
Metal is among the most used material in industries throughout the world. It is limited to the industries and considered a necessary material in household items. Metals provide us with a lot of the valuable equipment necessary for our daily lives. The equipment and tools made of metals have made our lives better and easier. We know metals possess highly unique and detailed characteristics.
In this article, we have discussed manufacturing the different parts of metals. The different fabrication options for the metal parts are also discussed. These manufacturing methods and fabrication options prove beneficial for manufacturing the desired metal parts. You can also grasp different methods of metal processing.
Engineers and designers use GD&T as a design and manufacturing method. They use it to convey how to make a part design come to life. We can build a part to exact specifications using GD&T.
The manufacturing process design is as crucial as the actual machining. GD&T is an essential design language that we need to understand.
Many engineers use GD&T symbols during the part design process. It helps to control and convey these variations. It is to ensure that they are well minimized and do not impair the efficiency of the parts.
We can determine a part’s ideal position, form, profile, and orientation. QBH Technology engineers and designers make it possible using GD&T.
The profile designation is in linking to the datum structure. We can trace these structures back to the solid CAD model, which is standard procedure. In this way, Manufacturing can select the protocol that best suits their needs.
Origin of GD&T? Why do MEs use it?
Before introducing GD&T, we can specify manufacturing features using an X-Y area. A false negative on inspection could result if we use X-Y sites.
With precise tolerance parameters, we may determine the feature’s location to its intended location. We can meet the Circular tolerances, but not within the X-Y square.
Stanley Parker, a naval weapons expert, identified this problem. He did it when measuring torpedoes during World War II. He did not include False negatives in the 1940s and 1950s. It made GD&T more cost- and time-effective than previous methods.
There are two standards for GD&T:
· The American Society of Mechanical Engineers specifies “The ASME Standard.”
· Another applicable to the rest of the world and known as the “ISO Standard.”
GD&T is dividedinto three parts by the ISO standard:
– Specifications of Geometrical Product: It is the basic geometry of an object. It can be shape, size, and relationship to other things.
– Tolerance: It refers to how much room there is for error in a given design.
– Geometric Tolerance: Tolerances in location, size, and shape are into a single notion.
Basic Terms and Definitions!
Drawing requirements and interpretation must be consistent when discussing the manufacturing process. It is rarely a good idea to rely on hunches in the realm of designed goods.
Using GD&T symbols and definitions, we can manufacture mechanical parts more efficiently. It results in cheaper production costs and faster deliveries.
From definitions to datum fixed points to the tolerancing of essential categories such as Form, orientation, Location, Profile, and Runout are all included in the standard’s logical parts. Let’s take a closer look at each of the categories.
Type#1: Form
Form tolerances are unique to each feature, and we cannot compare them to a standard. Defining the shape of a part is easier using a form tolerance.
We use straightness, flatness, circularity, and cylinders to describe tolerances. Each establishes a tolerance zone for the geometric form to specify the most significant deviation from a perfect surface.
Type#2: Tolerance
Tolerances allow you to specify the feature’s direction about a given datum. You can do it by using a set of geometric tolerances.
Perpendicularity, Parallelism, and angularity are all criteria of this tolerance group. You can control a feature’s “tilting.” These controls are always related to fundamental angle dimensions.
Type#3: Location
Profile, position, and runout are all factors that determine a location’s tolerance. Feature axis or center position tolerance specifies the range of acceptable deviations. This deviation is from a feature’s actual position.
Type#4: Profile
The most critical aspect of a feature’s surface quality control profiles tolerance. We use tolerance zones at ideal cross-sections to describe line profiles.
We can control an individual part by using a shape of a surface tolerance. This shape needs to be relative to an actual three-dimensional surface.
We may or may not link this profile to datums. We can adjust the shape and orientation, size, and even position. But, the profile tolerance is the basis for all other geometric rules.
Type#5: Runout
We use “Runout” for parts with intended surfaces of revolution. Controls a feature within how much variation we can tolerate when it rotates 360 degrees around its datum axis.
But, this tolerance type specifies the “wobble” range of the feature to the datum axis.
When should you use GD&T?
GD&T is useful in a wide range of applications. Still, it is beneficial when:
· Crucial or interchangeable parts integrate into a more extensive assembly.
· When we need to simplify Tolerance analysis.
· The project requires functional measuring techniques.
We use a few symbols for easy access and precise communication. The method provides further clarity when clients don’t have a standard tolerance. It makes even the most complex and in-depth projects easier to do.
Working of GD&T!
GD&T is a language used to specify a part’s exact dimensions and the minimal and maximal tolerances. We can convey complex information through GD&T symbols.
In essence, GD&T conveys both technical details and the design purpose. For example, a kitchen work surface might have a thickness limitation of 100-120mm. The countertop’s surface may become wavy in 20mm peaks and troughs.
Based on this information alone, it may become a wedge with one end 20mm thicker than the other. We may prevent this because GD&T symbols state that the design aim is for the part to be flat.
What is the Feature Control Frame in GD&T?
As the name implies, the feature control frame controls the design’s features. A single feature frame can convey only one message. You need to use two feature control frames to communicate two different messages in your design.
We can find one symbol of a geometric characteristic in the frame’s initial compartment. You need to keep in mind that there are fourteen distinct symbols to consider.
A single feature control frame can only represent one. You’ll need two feature frames if you have two features to control. For example, the first compartment’s symbol will determine the feature’s requirements.
The second section will include most tolerance for your concept. It consists of the zone’s form, individual feature tolerances, and feature modifiers. Tolerance is cylindrical if the tolerance value precedes the () symbol.
The datum feature references are in the third container. But, a datum feature isn’t required in every design. To provide a location tolerance, you’ll need the datum feature. In contrast, a form tolerance like flatness does not need a datum feature reference.
Is GD&T Required for Additive Manufacturing?
Yes, we need GD&T for additive Manufacturing. It may appear redundant to provide technical documentation with a 3D model. But, GD&T also offers the design intent and technical parameters, which a 3D model does not.
What drives GD&T is its ability to communicate the tolerances your parts can have and still fit together. Additive printing has transformed the way we make parts. Yet, proper product design documentation is still required.
What are the Advantages of Using GD&T?
There are many advantages of using GD&T in complex machining, including:
1. Helps Save Money:
We may improve Design correctness by providing for acceptable tolerances that increase production. Allowing for the proper tolerances in GD&T improves design accuracy.
The GD&T process also frequently results in increased tolerances, which aid in lowering a project’s overall cost.
In essence, GD&T eliminated two of the most prevalent problems between product design and manufacturing stages. Tolerances that are too strict can lead to defective or worthless items and a lack of flexibility in Manufacturing.
2. Ensuring the Requirements for Dimensionality and Tolerance:
To ensure that all dimensions and tolerance parameters are met, a complete GD&T process is necessary. GD&T enables the precise fulfillment of all design requirements without the need for lengthy documentation.
Manufacturers expect it to provide parts that meet all dimensions and tolerance parameters since the GD&T process makes all of the design requirements apparent.
3. Digital Design Methods to Help:
We may adapt GD&T data to digital design applications, such as 2D and 3D CAD files.
4. Providing Consistency and Ease of Use:
Using GD&T as a single, standardized lingua franca streamlines the design and manufacturing processes by removing any room for ambiguity or misunderstanding.
5. Accurately Conveying Information:
The complication in design calls for the most precise and reliable communication methods available. GD&T facilitates communication between designers, manufacturers, and inspectors, saving time and making the manufacturing process more efficient.
6. Increased Flexibility
We may express design intent rather than precise geometry. We can use a wide range of tolerance as long as it does not interfere with the part’s functionality.
It results in higher tolerance flexibility and better-manufacturing flexibility. These help to keep costs down.
Precision machining is QBH Technology’s area of expertise. If you have a specific project in mind, we are happy to discuss how symbolic language can help. To learn more, speak with a member of our knowledgeable staff now.
Final Thoughts
To define the dimensions and tolerances of your design, you can use GD&T.
Plus/minus tolerance does not guarantee the efficiency of the components planned when merged into a more oversized compartment.
This method is preferable. An effective way to cut down on the time and money needed to create a particular design is to include this widely accepted symbol.
GD&T is a must-have to ensure your design will perform as intended. You can use the services of QBH Technology, if you’re looking for an amazing experience.
Plastics are lightweight, tough, easily fabricated, chemical, and corrosion-resistant material. Plastics are much cheaper than metals, and in part machining, we can use plastics as the main raw material. No plastic is made fully fireproof. But the plastic used in the part designing can be fire-resistant to provide enough safety and fire resistance.
Reasons for the use of Fire-resistant Plastic Material
One of the major causes of commercial and domestic violence is plastic’s high flammability rating. The development of many electronics, especially in consumer products, is the major reason behind self-resistant plastics.
The appliances made of plastic, such as power adapters, radios, televisions, and several kitchen appliances, cause domestic fire accidents. Therefore, to avoid such fire accidents due to plastics, this article will clarify why you should consider fire-resistant plastics in your part designing.
1.Fire-resistant Plastic Provides Protection to the Users
The major reason you should consider fire-resistant plastic is that it provides safety and protection to the users. If the plastic is not fire-resistant, it will cause severe fire hazards and fire accidents. But, using fire-resistant plastics in part designing reduces the fire hazards and fire accidents. It provides safety and makes users tension-free from any uncertain damage. You must use the fire-resistant plastic parts in the complex machines; otherwise, it can cause a greater risk of unstoppable fire.
The user may feel the suffocation due to the excess carbon dioxide released due to fire. It can ultimately become the reason for the death of the user. Moreover, the user may also burn due to the sudden fire caused by the plastic and thus resulting in the user’s death. The one suitable way to avoid such accidents is using fire-resistant plastics. As we know, fire-resistant plastic has a low flammability rating. Thus, it is much safer to use.
As the fire-resistant plastic doesn’t cause rapid-fire and thus, there is no risk of combustion by fire, so the users can safely use them without any fear of fire accidents. Thus it would help if you used fire-resistant plastics in cncpart machining to prevent death due to fire outbreaks by non-fire-resistant plastic.
2.Fire-resistant Plastic Provides Protection to the Electronics
In addition, protecting the user’s life and property, fire-resistant plastics protect the electronics from catching any fire and make them safe for users. The fire-resistant plastics make these parts safer to use and ultimately make them reliable. During the use of electronics, the parts may become hot, and if they are made of non-resistant plastic, they may cause fire outbreaks, thus resulting in severe destruction due to uncontrollable fire.
But, if the machines are made of fire-resistant plastic, they may become hot but don’t cause a fire outbreak. Thus it would help if you only used the electronics with fire-resistant plastics to prevent your machines from any damage due to fire.
3.Fire-resistant Plastic Provides Protection to the Environment
We know that fire-resistant plastic protects both the users and the machines, protecting the surrounding environment. The severe fire outbreak due to the non-fire-resistant plastics can burn the surrounding building. Moreover, the harmful gases produced by a fire can pollute the environment. Thus to prevent such hazards, you must consider the fire-resistant plastics in part designing.
Fire-resistant plastic plays an important role in reducing flammability due to its low flammability rating. That is why we choose it in part designing. The fire-resistant plastic achieves a low flammability rating by following ways.
1.Reduces the Generation of Fume and Smoke
The plastic with the low flammability rating catches fire easily, and so causes severe fire and burning. The burning fire produces a lot of fumes and smoke that can cause severe damage. However, the non-resistant plastics have a low flammability rating. The low flammability rating prevents the plastic from catching fire, thus automatically reducing the fumes and smoke generation.
2.Hinders the Speed of Flames Spread
The fire outbreaks cause the rapid-fire that is unstoppable when not timely controlled. The fire continues to spread and burn the material with which it interacts. If the material is not fire-resistant, it can cause other fires resulting in severe destruction.
However, the fire-resistant material acts as fire retardation material. When the fire comes in contact with such material, it prevents spreading due to its low flammability rating. Thus the fire-resistant plastic prevents the fire from expanding to other materials and helps control the fire.
3.Enhance the Ignition Resistance of Plastics
Plastics act as the main fuel to the fire due to their high ignition property. The plastics with the lower ignition resistance are at a high risk of burning due to the high flammability rating of plastics.
On the other hand, fire-resistant plastics enhance the ignition resistance of plastics. The plastic with high ignition resistance has a low flammability rating. The low flammability of the plastic makes it unsuitable for fire and burning, thus preventing destruction by fire outbreaks.
FAQs
1- What is fire-resistant plastic?
Fire-resistant plastic, commonly called fire-retardant plastic, is the plastic that is resistant to fire. The fire-resistant plastic has a low flammability rate that prevents the plastic from catching fire and from burning due by preventing fire outbreaks. Fire-resistant plastic is commonly used in electronics and part designing.
2- What makes a material fire resistant?
The materials or plastics are made fire-resistant by adding flame retardant plastic additives. These are the compounds that help in suppressing and inhibiting combustion. These materials do not catch fire, thus making them fire-resistant.
3- What are the drawbacks of fire-resistant plastics?
In addition to providing benefits, fire-resistant plastics have several drawbacks. Followings are the drawbacks of fire-resistant plastics.
Fire-resistant plastic may release harmful decomposition products.
Most fire-resistant plastics are available at a high cost and are expensive. So, fire-resistant plastics can disturb your budget.
Some of the flame retardants may add to your manufactured products after vaporizing.
Thus, these are some common factors due to which you must consider fire-resistant plastics in fire designing.
If you have any projects that will use fire-resistant plastics,QBH can provide a suitable solution for you.
Stainless steel, as we know, is the most common and essential building and engineering material throughout the world. It can use in manufacturing millions of products.
Stainless steel can form when many elements are chemically combined. Iron is the main foundation of all steel, and it can use due to its rusting properties. It can not consider suitable for mechanical work because it is too brittle and soft and can break easily.
Iron is the main element in steel, and when it combines with a highly reactive element such as oxygen, it results in the formation of iron oxide or rust. So, to prevent the formation of rust, some other ingredients are added to the steel. Adding 10% of chromium to the mild steel can prevent the chemical bonding of the reactive elements to the iron. Thus it prevents the formation of rust and makes it stainless steel.
You can say that stainless steel is an iron-chromium alloy that contains non-corrosive properties due to the presence of chromium. Stainless steel is more expensive and does not rust. It is more corrosive resistant, has high-temperature tolerance, and has huge tensile strength than mild steel.
Stainless steel having nickel can also improve its corrosion-resistant properties and protect from rust. It also enhances the durability, formability, and weldability of stainless steel.
Types of Stainless Steel
Stainless steel, no doubt, is a very common and popular material and is used mainly in various items. It can not confine to only one type, but you can find its multiple types. Based on the compositions of the components, stainless steel can divide into different types. Some of the main types of stainless steel are as follows:
Austenitic Stainless Steel
Martensitic Stainless Steel
Ferritic Stainless Steel
Duplex Stainless Steel
1- Austenitic Stainless Steel
Austenitic stainless steel is considered the most common type of stainless steel, and it is also among the most used type of stainless steel. The austenitic stainless steel possesses two main characteristics. Compared to the other steel alloys, austenitic stainless steel has much higher chromium.
The higher chromium content makes this stainless steel more corrosion resistant, thus preventing corrosion and rust. The second main characteristic of austenitic stainless steel is highly non-magnetic. But, after the cold working, it may tend to become magnetic. The main structure of the austenitic stainless steel is similar to the structure of regular steel. It provides weldability and formability at high temperatures. This type of stainless steel cannot complicate by the high temperature and are very expensive. 304 and 904L alloys are the most common types of austenitic stainless steel.
2- Ferritic Stainless Steel
Ferritic stainless steel is the second most common type of stainless steel. This type of stainless steel has magnetic properties, and so is magnetic. It shares a similar structure with the low alloy steel due to the presence of chromium with the small quantity of carbon. Due to the absence of toughness in the welds, this type of stainless steel has limited use compared to the other types. But ferritic stainless steel can be used for various purposes that do not require welding.
Moreover, ferritic stainless steel cannot be hard with the help of heat treatments. But, the items produced with it may be complicated with cold forming. It can prove highly resistant to stress corrosion cracking. Due to the presence of less nickel content, ferritic stainless steels are less expensive as compared to austenitic stainless steel. This type of stainless steel can use in industrial entities and kitchen cookware. The 430 and 434 alloys are the common ferritic stainless steel.
3- Martensitic stainless steel
Martensitic stainless steel is considered the least common type of stainless steel alloy, and martensitic stainless steel is less resistant than austenitic and ferritic stainless steel. Martensitic stainless steel is similar to ferritic stainless steel. But the main difference is that the carbon percentage of martensitic stainless steel is higher than the ferritic stainless steel. Due to a high rate of carbon, martensitic stainless steel is durable, rigid, and anti-rust.
In some cases, to improve its corrosion-resistant property, it is combined with a protective coating of the polymer. This stainless steel can use for such applications or items that require high tensile strength. It may use primarily in the manufacturing of pumps or valves. 431 and 420S45 are the most common martensitic stainless steel materials.
4- Duplex Stainless steel
The duplex stainless steel has a microstructure that combines half ferritic stainless steel and half martensitic stainless. It has more corrosion resistant than austenitic stainless steel. The duplex stainless steel also shows resistance to stress corrosion cracking, but its strength and resistance to stress corrosion cracking are higher than the other stainless steel alloys. This stainless steel is also magnetic and weldable.
The duplex stainless steel can divide into different grades. The followings are the grades of the duplex stainless steel.
Super duplex steel
Standard duplex steel
Duplex 2507 stainless steel
Lean duplex grades
Zeron 100 stainless steel
Due to its greater strength, high mechanical properties, and high corrosion-resistant, the duplex stainless steel has various applications. It can use in multiple industries, including chemical engineering, architecture, water, energy, and oil and gas. It can use to construct tunnels, seawalls, bridges, etc.
Stainless steels also have many other grades, such as:
Cast-stainless steel
Precipitation-hardened stainless steel
It can produce in a variety of textures and finishes. Each type or grade of stainless steel has its uses based on its composition and properties.
What Makes The Stainless Steel Stainless?
Stainless steel, as we know, is highly corrosive resistant and is not rust in a corroded environment. The oxidized or rust layer damages the steel entirely, so it is compulsory to make it corrosion resistant to prevent any damage. The formation of the oxide layer can help in making the steel corrosion-resistant. An oxide layer is a thin layer formed on the surface of the steel and prevents it from corrosion. This oxide layer formed on the surface of the steel can term a passive layer. The passive layer protects the corroded environment.
Chromium is the primary material added to the steel to make it stainless steel. The chromium aids in the formation of the passive layer on the surface of the stainless steel, thus making it corrosive resistant.
The percentage of the chromium should be 10.5% in stainless steel to make it practical corrosion resistant. The higher the rate of chromium in the stainless steel, the more it will show resistance to corrosion. Similarly, less chromium percentage makes the stainless steel less corrosion resistant. Many other elements can add to the stainless steel to enhance corrosion resistance further. These elements include:
Molybdenum
Nickel
Manganese
The exposure of oxygen to the steel surface is also compulsory for forming and maintaining the passive layer on the steel surface. The bold exposure of the steel and the preventing and maintaining the steel surface from the deposits is essential for the formation and maintenance of the passive layer on the steel surface.
In most cases, the passive layer may destroy due to unsuitable environmental circumstances and expose the steel, resulting in steel corrosion.
The stainless steel is corrosion-resistant, resistant to low and high temperatures, and strong and can fabricate. It can be maintained and cleaned easily. It is long-lasting, durable, and has a low lifecycle cost. Stainless steel is aesthetically attractive as compared to other metals. Moreover, it is environmentally friendly and can be easily recycled.
Applications of Stainless Steel
Use of stainless steel in various applications and sectors makes it more valuable and somewhat costly. Anti-stain and anti-rust properties make stainless steel major components for broad applications. Some uses of stainless steel are as under:
1: For Medical Instruments
Due to its anti-stain and anti-rust properties, it can manufacture medical instruments. It can not react with cleaning solutions and is easy to clean and sterilize. Some products are surgical implants, hemostats, and temporary crowns.
2: For Kitchen Accessories
It can make kitchen accessories as it has anti-stain and anti-rust properties and provides an aesthetic value to the kitchen and home.
3: Food and Catering Products
Due to its anti-bacterial and anti-rust properties, it can use for food and catering products. It can not change the food properties and keeps germs away. It is also easy to clean.
Conclusion
Stainless steel, due to its properties, is a widely used metal. Corrosion resistance is among the most dominant property of stainless steel. The addition of chromium in the steel results in the formation of stainless steel and protects against rust. It also makes it an essential metal in various applications in different industries due to its greater strength and high-temperature resistance. Stainless steel is divided into different types, further divided into different grades. All kinds of stainless steel have their unique properties and use in various applications. Stainless steel is not only corrosion-resistant; it also offers many other valuable properties. Contact a verified and expert manufacturer to get high quality stainless steel products.
Design for Assembly and design for manufacturing are interchangeably same areas, often referred to by the term DFMA, an abbreviation for Design for Manufacturing and Assembly. The main goal of both these processes is to make CNC machining parts and sheet metal parts cost-effective and better with greater reliability in the least possible time.
Dewhurst and Boothroyd at the University of Rhode Island are the pioneers of ‘The design for Assembly (DFA) methodology. Their methodology is based on designing efficient and highly functional products at a lower cost.
“Design for Assembly” (DFA) mainly focuses on minimizing the parts of a product. The fewer the parts, the less prone the product to errors. Design for Assembly (DFA) also aims to make the assembly operations simpler, easier, and fail-proof and leads to manufacturing the products with improved quality at a reduced cost in a relatively shorter period.
In short, Design for Assembly focuses on minimizing the parts of products and simplifying the design. The product becomes efficient and easy to manufacture and can satisfy the customer and competition.
What are the Objectives/ Goals of DFA?
We have already discussed the basic definition of Design for Assembly. Now we will further look at the objectives of Design for Assembly. Following are some detailed objectives of Design for Assembly:
● Simple products
Design for Assembly (DFA) stresses removing complexities from the design of the products but not compromising the quality of the products and leading to ease of production.
● Reduced Cost
Reduction of cost is the prime objective of Design for Assembly (DFA). Cost-effective CNC machining parts better describe this objective.
● Fewer parts
The product should contain as few parts as possible. On the one hand, these few parts reduce the cost of production and, on the other hand, make the product easier to use.
● Fewer screws
The product should not have a lot of screws and fasteners. Screws and fasteners can add to cost. But it does not mean to avoid screws and fasteners completely. The number of screws and fasteners should keep minimum, and only standard fasteners should use.
● Easy for shipping
There is a need to ship the components all around the world. So the metal parts and componentsshould be easy to pack and ship.
Benefits of Design for Assembly (DFA)
Design for Assembly makes quick production possible by eliminating prolonged and complicated operations.
Design for Assembly (DFA) is a method that gives a higher chance of developing high-quality and reliable sheet metal fabricationand products.
DFA reduces the production equipment, reducing the cost of production and the wastage of material by reducing repeated operations.
DFA saves equipment capital and also reduces the disassembly process. It can be helpful for easy maintenance and repair.
DFA reduces labor and increases the profitability of custom CNC machining.
Design for Assembly (DFA) enables a company the elimination of wastage and provides automation for metal fabrication. It makes manufacturing fast and easy.
Principles of DFA
We examine six principles in DFA or DFM. They are listed below:
Process
Design
Material
Environment
Testing
Usage of Commercially Available Standardized Components & Parts
1. Process
A company’s manufacturing process must be the correct and suitable one. This process can be done by looking at the complexity of a product and how many parts it is made of.
2. Design
Design is of extreme importance.The design stage gives the best opportunity for lowering the costs.
3. Material
The selection of the right material for the product is very important. While selecting the right material, you should consider the following material properties:
How strong should the material be?
What should be the optical properties of the material?
Should the material be resistant to heat or not?
What should be the color of the material?
Should the material be a conductor or an insulator?
Should the material be flammable or not?
4. Environment
The product should be designed according to the environment. All the products and CNC machining parts will go to waste if they cannot withstand the environment they are subjected to.
5. Testing
The product should be according to the quality standards. So, the manufacturer must ensure the quality of the product by testing facilities.
6.Usage of Commercially Available Standardized Components & Parts
It can reduce the amount of fabrication and custom CNC machining in-house and save your money and time. DFA can reduce the assembly cost of manufacturing products and speed up the design process of products. Some examples are springs, sheet metal enclosures, gears, and motors.
DFA (Design for Assembly) Applications
DFA is mostly applicable in those sectors and fields which require efficiency and high-quality product design. So DFA is a basic and important demand both for companies and customers.
The companies such as CNC machining and sheet metal fabrication companies want to reduce labor costs and production costs, so they adopt DFA for product simplification and more reliability. Therefore DFA applications are increasing, ensuring desired results and cost-effective products.
The DFA design greatly impacts the industry and is a widely used method. There are many examples of significant savings through the applications of DFA; like in 1891, Xerox estimated hundreds of million saving through the applications of DFA. So many companies adopted the design for assembly to get great control over the parts manufacturing cost and time.
Difference between DFA, DFM, and DFD
DFA reads as Design for Assembly, DFM is an abbreviation for Design for Manufacturing, and DFD is a short form of Design for Disassembly.
Design for Assembly DFA is a method for cost-effective manufacturing products quickly. It also includes minimizing the part count hence reducing the cost of production this way. Companies should be familiar with Design for Assembly techniques to produce improved and quality products at a relatively lower cost in a shorter period. Although Design for Assembly DFA is a recent method, it was being used by many companies. It was later given the name DFA while these techniques were being employed for a long time.
Design for Manufacturing DFM is an almost similar method to DFA. The main goal of design for manufacturing is cheaper products of improved quality.
DFA and DFM are now also treated as similar terms DFMA. DFMA is a short form of Design for Manufacturing and Assembly. DFMA focuses on reducing the total production cost in a reduced time.
Design for Disassembly focuses on reusing, recycling, and remanufacturing the products, thus saving cost.
Guidelines for DFA
While applying Design for Assembly (DFA) techniques, there are some key considerations. A few are enlisted below:
● Lesser Part Count
DFA stresses minimizing the parts as much as possible for an effective design. Parts should integrate instead of individual parts.
● Minimum Screws and Fasteners
According to DFA, the priority should be to join the parts without using adhesives, screws, or fasteners. But if they are a must, then the following considerations should keep in mind:
Use as little number and variations of fasteners as possible.
You should avoid using screws that are too long or too short.
Try to use the same type of fasteners for an entire product.
Self-tapping screws should be prioritized.
● Simplified design
If you keep the design as simple as possible, you save your inventory, time, and cost.
● Modular design
The product’s design should be modular, which means the product should have standardized parts. This DFA will help in easy assembly.
● Foolproof
It should not be difficult to take the components of a product apart. And there must be an obvious and easy way to separate the components.
Conclusion
Design for Assembly (DFA) has many benefits for manufacturing companies. From simplifying the design, reducing the time, improving the quality and usefulness of a product, DFA has many benefits for the manufacturers. Design for Assembly DFA is an engineering methodology that makes the product’s design simple, easy, and cost-effective. Design for Assembly DFA saves a lot of time. It also improves the efficiency of assembly.
FAQs
What is the importance of assembly step simplifications?
Simplifying the assembly steps allows you to perform various functions and decreases confusion during assembly. So it is important to simplify assembly parts.
What are the main factors to consider for DFA?
For a successful design for assembly and its applications, there are a lot of factors to consider, such as expertise of engineers, product competitive environments, cost, time, product complexity & intent. These factors can affect the design for assembly, so make sure to check these factors for a good DFA process.
How much time is required for DFA?
Many people want to know how much time is required for DFM and DFA. It depends on its difficulty, customer’s specifications, material, the quality of design, and speed. It is good to consult your product manufacturer to guide you better for everything. You must know that quality should not compromise. So give preference to product quality rather than speed.
A living hinge is a flexible and thin material used to connect different plastic connections. The living hinge helps close and open material by folding and straightening. You can straighten and bend your products a lot of time without losing the product’s strength. Living Hinges, in product manufacturing, are used in manufacturing the products that need to be close and open. Living hinges are unique among all types of hinges. The designs of the living hinges are mostly in the form of flexible plastics. It is commonly used in makeup products, clamshell packaging, caps of bottles, Custom cnc machining, and many more products.
The living hinge designs are unique compared to the other hinges because the living hinges are time-saving as the living hinge can incorporate into the components or sections of the products. Moreover, they are found at much cheaper rates. The living hinges can be used for a longer time because they are made of plastic material, and there is no risk of any environmental reaction and rust. The living hinges come in different designs. The different living hinge designs include:
Flat hinges
Double hinges
Butterfly hinges
Bi-stable hinges
This article has detailed information on designing living hinges in product manufacturing.
Methods of Designing Living Hinges in Product Manufacturing
Different methods are used for designing different types of living hinges. Following methods are commonly used in designing the living hinges.
● 1-3D Printing Method
3D Printing is the most cost-effective and quickest method to design living hinges. This cost-effectiveness is due to the reason that the 3D Printing method is an automated process.
● Material option
3D Printed living hinges are mostly made of Nylon, a plastic material. Mostly plastic material with great elasticity and elongation is chosen for this method. The durability of the 3D Printed hinges varies according to the type of plastic used. Commonly, the 3D Printed hinges break when they are bent again and again. It means they are brittle and can easily break. You can also use a combination of Rubber-like and VeroWhite for making hinges by this method.
● Tips of Designing
Following are the tips for designing the living hinges by 3D Printed method.
● Orientation
The parts’ orientation is very important when producing the 3D printed hinges because it provides maximum strength. The hinge width is always at a right angle to the build plane for a best-strength hinge.
● Thickness
The thickness of the material should be around 0.6mm while creating 3D Printed living hinges. Moree hinge’s thickness ensures the durability of the living hinges because it makes them less flexible.
Injection Molding Method
Injection Molding is the most common and strongest method for creating living hinges. Moreover, it is also considered the cheapest and fastest method. This method ensures the creation of the best living hinges.
Material options
Polypropylene is considered the perfect material choice for creating living hinges using the Injection Molding method. A second material that can use is polyethylene. The properties of polyethylene are similar to polypropylene.
Tips for designing
The followings are the tips for designing the living hinges by the Injection Molding method.
● Flex Hinges
Multiple flexing of hinges is very important after molding. Flexing the hinges helps the hinges to cold-draw. It helps in improving the bendability of the living hinge.
● Maintain Uniform Wall Thickness
The living hinges may break if the thickness of the wall is not uniform. This weakness may be due to the difference in the plastic parts cooling. If the wall is non-uniform, it may cause breakage, wrapping, or stresses due to variable contraction rates during cooling. Thus, maintaining a uniform wall thickness is important for creating living hinges by the Injection Molding method.
Urethane Casting Method
Urethane casting is not considered a common method in product manufacturing. The main reason behind this is the less durability of the products produced by this method. It means that the living hinges produced by the Urethane casting methods have less durability and can break easily. The Urethane Casting method is best for producing the prototypes before their production. It involves creating prototypes with a poor performance against wear and tear by casting rubber mold with urethane resigns having low durometer. In case you want to bridge the gap between the production and prototype, then the Urethane Casting method is a great opinion.
Material option
Urethane resins come in large numbers and vary in their properties. Different manufacturers in different states and countries have different resins. Most resins have properties similar to polypropylene which is considered the best option for the living hinges. Other materials suitable for the urethane casting method are:
BCC plastics
BC8160 resins
Hapflex 600 series
Tips for design
● Reduced pressure
While casting the polyurethane in the urethane casing method, there is low flow pressure compared to flow pressure in injection molding. There will be less flow of resins due to the reduced pressure. Thus it results in producing reliable parts without making the resins thin.
● Thickness
The thickness in the Urethane Casting method should be slightly larger than the thickness in the Injection Molding design. Similarly, it would be best to choose a urethane with a low range of Shore D.
The resins with a high durometer give a limited life to resins but retain the rigidity of parts or components. At the same time, the resins with low durometers provide hinges with soft and flexible parts.
CNC Machining Method
The computer Numerical Control or CNC machiningmethod is a method that is used to produce metal designs. But now, this method is also used to design the living hinges. The living hinge designs produced by the CNC machining method are much more durable than the Urethane Casting method.
Practices for Making Living Hinge Designs
While designing a living hinge, prototyping is compulsory because it produces the best living hinges designs. Some important practices while designing the living hinges are as follow:
1- Choice of the Material
Choosing the best material is important for designing a perfect durable living hinge. The material used in the living hinge greatly affects its efficiency. In other words, you can say the living hinge efficiency is dependent on the material used in it. Thus in the thin areas of the molds, the resins used must flow freely. Moreover, when flexing after cooling, it must not show stress cracks.
2- Hinge design should be flexible and thin
While designing the living hinges, you must keep in mind that the living hinges should be thin and flexible. They should not be rigid and thick, which reduces their reliability. The living hinges, which are thick, may give it a stronger look, but in reality, they can break easily. This break is because they are not flexible and break easily when a little force is applied. So, the living hinge design should be flexible and thinner to avoid breakage and ensure its durability.
3- Living Hinges should not be longer
The length of living hinges is an important factor in designing the living hinges. The maximum length for the living hinges should be 6 inches. Its means that the living hinges should not be longer than 6 inches. The longer length can cause the breakage of the living hinges. Longer the length of the living hinge means a higher risk of breakage. Thus if a living hinge has a longer length, you should break it into smaller parts. Breaking the longer hinges into smaller parts can reduce its risk of breakage and increase its shelf life.
4- Use Radiused corners
Always use the radiused corners while designing the living hinges. In molds, you must avoid sharp corners. Due to the sharp corners, the stress in the hinges designs increases. Thus the durability of the living hinges reduces due to the sharp corners, which can break easily. So keep these points in view while designing a living hinge in product manufacturing.
5- Gate Placement
Gate placement is also an important practice while designing the living hinges. The gate location should be at the center of the hinge. The hinge’s center gate ensures that the resin is evenly distributed across the mold. It also ensures the cooling and formation of the design of the hinge in mold. Thus resulting in the formation of durable and better living hinges designs.
6- Include “Shoulders.”
Including the shoulders in living hinges are also important to increase the durability of the living hinges. The shoulders create a flat recess on parts. Adding the shoulder in the hinge design is necessary for the accurate bending of the living hinges from the center. It proves helpful in the deformation of the parts for enough closes of the living hinges. Thus, you can prevent the living hinge from breaking by adding the shoulders.
Thus by following these suitable methods and practices, you can design perfect and more durable living hinges with no extra cost and time.
CNC machining can produce parts from various materials such as metals and plastics. It is not easy to pick material because of the variety of materials available.
CNC milling and turning are possible with a wide range of metal alloys. We should not overlook cost, workability, strength, and weight considerations.
All these things play a role in determining the best materials. We will discuss the best CNC machining plastics in this article.
Choosing the Right Plastics in CNC Machining!
CNC machining is a cheap way to standardize products in manufacturing. If you want smooth and long-lasting tools, you need to use high-quality CNC Machining tools.
You should pick a suitable plastic CNC machining tool for the machined material. When purchasing a CNC machine, here are a few things to keep in mind.
It would help to focus on machine weight, working radius, and materials. A CNC Machine shop can work with various types of plastic if you are seeking plastic parts. Plastics come in many forms, and each has its advantages and disadvantages.
1. Acrylonitrile Butadiene Styrene (ABS)
We use ABS in CNC plastics because of its qualities and affordable price. ABS is a low-cost machining plastic with excellent properties.
Due to end-use applications, people have turned to this material for use. ABS is durable and resistant to heat and chemicals in its qualities. Parts made from ABS have a smooth surface.
It is due to the material’s excellent machinability. It is also to electroplating, surface metallization, bonding, and other post-processing techniques.
Benefits:
· Strength
· Durable
· High Heat Resistance
· Good Machinability
Drawbacks:
· Poor Weathering
· Solvent Resistance
Common Applications:
· Consumer Products
· Recorders and Many Other Musical Instruments
· Household Vacuums
2. Polytetrafluoroethylene (PTFE)
It has a range of qualities beneficial for commercial product teams. Due to chemical and temperature changes, UV, weathering, and fatigue, it is helpful.
Manufacturers use it in non-stick pan coatings, gaskets, and even heart patches. PTFE has outstanding anti-adhesion qualities.
For example, PTFE has the lowest friction coefficient of any solid substance. PTFE is one of the most corrosion-resistant polymers in existence.
Its qualities are inferior to those of other engineering polymers at room temperature. But, it may improve this with the addition of suitable fillers.
PTFE comes in two-inch-thick plates or rods. There are restrictions to the thickness of items manufactured using PTFE. Creep and abrasion are also problematic for PTFE.
Benefits:
· Chemical Resistant.
· High impact strength.
· UV/weather resistant.
· Good electrical insulator.
Drawbacks:
· High Coefficient of Expansion
· Challenging to Achieve Tight Tolerances
· Poor Dimensional Stability
Common Applications:
· Medicine
· Food Industry
· Science
· Aerospace
3. POM
Acetal and Delrin, often known as Polyolefin (POM), are two of the most used plastics for CNC machines. It is costlier than ABS, but it is more accessible to machines. It affects the entire cost of machining.
The benefits of POM are excellent wear resistance, minimal friction, and dimensional stability. Applications like gear bearings and pipe components are possible due to POM features.
Benefits:
· Great Comprehensive Properties
· High Rigidity and Hardness
· Excellent Tensile Strength
Drawbacks:
· Poor Resistance to Acids
· Difficult to Bond
Common Applications:
· Mechanical Gears
· Guiding Elements
· Connector Components
4. Nylon 66
Nylon is a large group of low-friction engineering thermoplastics known as polyamide (PA). The features include muscular impact strength, excellent abrasion, and outstanding mechanical qualities.
Its strength and durability make Nylon 66 an excellent material for CNC machining. The typical applications of this are automobiles and medical equipment.
Oil and gasoline do not affect this plastic’s inherent performance, durability, or toughness. Despite this, it loses most of its dimensional stability when exposed to moisture. Besides, strong mineral acids have a detrimental effect.
Benefits:
· Strong Temperature Resistance.
· Higher-Strength.
· Low Moisture Absorption.
· Higher stiffness.
Drawbacks:
· Low Dimensional Stability
· Takes on Moisture
Common Applications:
· Wear Pads
· Guide Wheels
· Slide Bearings.
5. PC
Transparent thermoplastic Polycarbonate, or PC, has a high level of strength and rigidity. The exceptional impact resistance of PC is generally the most sought-after material attribute.
CNC machining of PC is also affordable because of PC’s high machinability. Despite this, raw PC, which is available in rod or plate form, is the most expensive plastic for CNC machining.
Manufacturers use it for plastic machining applications in the automobile sector. It may come in handy to make various automotive parts such as pumps, instrument panels, and valves. We also use it in industries to create protective gear, medical gadgets, and other things.
Benefits:
· Transparent
· Lightweight
· Heat Retardant
Drawbacks:
· Susceptible to Hydrocarbon Wear
· Exposure to UV Rays can make it yellow
Common Applications:
· Safety Goggles
· Surgical Implements
· Circuit Breakers
6. Polyetheretherketone (PEEK)
PEEK is a high-performance thermoplastic with a unique blend of mechanical qualities. Chemicals, creep, wear, liquids, fatigue, and temperatures up to 260°C (480°F) do not affect this material.
It is also light and durable aside from insoluble in all primary solvents. We can recycle PEEK and recycle it in biological systems. We can use PEEK in CNC machining in place of metal, much like nylon.
PEEK is not UV-resistant and does not hold up well when exposed to halogens or sodium vapor. It is one of the more expensive CNC machining plastics available.
Benefits:
· High-Performance Thermoplastic
· Insoluble in all Major Solvents
Drawbacks:
· Not UV Resistant
· Doesn’t hold up when Exposed to Halogens or Sodium Vapor
Unlike other plastics, UHMW is durable and resistant to abrasion and wear. This material is a popular choice for product development in industrial plastics.
We should not keep it in high-load applications due to its high creep susceptibility.
We should not expose it to temperatures more than 80 to 100°C while developing new products. Applications of UHMW are Truck bed liners and food processing machinery components.
Benefits:
· High Impact Strength
· Low coefficient of friction
· Machinability
· Chemical resistant
· Self-lubricating
Drawbacks:
· High Creep Susceptibility
· Avoid Exposure to High Temperatures
Common Applications:
· Truck Bed Liners
· Food Processing Machinery Components
· Wear strips
8. Polypropylene (PP)
Polypropylene is an excellent material for CNC machining because of its low cost and ease of use. Polypropylene is chemical resistant in corrosive conditions.
PP’s impact strength is lower than that of LDPE and HDPE, but its tensile strength more than makes up for it. PP, like PTFE, has a three-inch sheet limit for machining, which limits the size of the finished product.
Benefits:
· Cost-Effective
· Chemical Resistant
· Good Tensile Strength
Drawbacks:
· Lower Impact Strength
· In Aromatics and Chlorinated Solvents, it has Poor Resistance
Common Applications:
· Plastic Packaging
· Plastic Parts for Machinery and Equipment
9. Low-Density Polyethylene (LDPE)
Corrosion resistance and Low-temperature flexibility are hallmarks of LDPE. It is a durable but flexible CNC machining plastic. It is accessible to weld and heat seal, and it is resistant to chemicals.
Orthotics and prosthetics are the primary applications for LDPE. We should not use it for applications that need rigidity or heat resistance. Available LDPE has thickness restrictions, which further restrict part size.
Benefits:
· Stain-Resistant
· Electrical Insulation
· Corrosion Resistance
Drawbacks:
· Less Heat Resistant
· High Permeable
Common Applications:
· Grocery Bags
· Plastic Film or Wrap
· Flexible Packaging Material
· Food and Beverage Containers
Conclusion
It is less expensive than metal due to the reduced cost of plastic raw materials. Manufacturers may do Prototyping CNC machined plastics due to this reason.
Our selection of CNC machining plastics includes a variety of price points. Still, some are more affordable than others are. Companies should design Prototypes and end-use parts with CNC machining costs in mind. QBH Technology offers top-notch CNC services. For any kind of your requirements, you can contact us.